
Статьи
Коробление картона
Использование несбалансированных лайнеров в производстве гофрокартона постоянно растет. Это повышает конкурентоспособность и снижает стоимость картона (с учетом того, что стоимость бумаги составляет более 50% от цены картона ). Уже одно это порождает проблемы в производстве...
Aвтоматизация исключает не обходимость в регулировках оператора. Но по-прежнему важно иметь операторскую команду хотя бы из нескольких человек, ко торые хорошо разбирались бы в исходной природе бумаги , в том, что происходит с ней в процессе гофрирования и что представляет угрозу качеству конечного продукта, в чем ее причины и что составляет опас ность.
Характеристики и качество бумаги
БДМ производит непрерывное широкое полотно бумаги , которое сматывают в один или более руло нов. Их отдельно разрезают на не обходимую ширину под заказ и на матывают снова при контролируе мом натяжении на специальные бу мажные гильзы, внутренний диаметр которых подходит для держа теля рулона в гофроагрегате.
Бумага по центру БДМ — более плотная, чем по краям, так же, как и при изменении влажности на БДМ, что и проявляется в виде влажных полос в рулоне. Современ ные машины снабжены контрольны ми системами для борьбы с этим не достатком, но он все равно возмо жен.
Если края рулона не защищены, рулон может напитаться влагой во время транспортировки водным путем. Устройства для определения влажности вручную применяются довольно широко и могут быть ис пользованы бригадой, обслуживаю щей мокрую часть БДМ, для двой ного контроля каждого рулона пе ред погрузкой.
Бумага — продукт природного происхождения, который может изменяться из рулона в рулон и даже внутри себя. Она расширяется, когда влажная, и сжимается, когда
сухая. Оба этих эффекта имеют место больше поперек волокна, чем в продольном направлении — вплоть до того, что удваиваются в случае, когда бумага вырабатыва ется из длинноволокнистой суль фатной целлюлозы. Современные БДМ проектируются так, чтобы придать волокнам в бумаге произвольную ориентацию в противоположность естественной тенденции волокон к выравниванию (поэтому производится «построение») в на правлении потока на протяжении машины.
Если влажность возрастает, расширяя бумагу , а затем снижа ется до исходной, бумага дает усадку в обоих направлениях до размеров ниже исходных. Это т.н. «эффект гистерезиса». Если тот же процесс применяется снова к тому же листу бумаги, происходит даль нейшая общая усадка, но каждый раз степень усадки снижается. Бу мага с более высоким содержании влаги имеет тенденцию к большему восприятию дополнительной влажности, чем изначально высушенная бумага. Если бумагу подвергают нагреву, этот эффект проявляется в большей степени из-за расширения и усадки.
 |
Когда бумагу высушивают на сушильном цилиндре до уровня ни же сбалансированной влажности , в дальнейшем в процессе повтор ного увлажнения она впитывает меньше влаги и ее размеры сокра щаются . Испытания показали , что в результате дают усадку все виды бумаги . В процессе гофрирования то же самое дважды происходит с лайнером |
Более легкие лайнеры сильнее изменяются в разме рах, чем более тяжелые. Испытания, проведенные BHS , показали усадку до 9,5 мм в каждом 1 м для покровной бумаги с небольшой массой 1 м 2 . Таким образом, если используется более тяжелый наружный крафт-лайнер с более легким внутренним лайнером, можно прогнозиро вать тенденции к короблению с последующими труднос тями в производстве и переработке этого картона. Проблема осложняется тем, что, если добавить, скажем, 10 грамм воды к 300 граммам лайнера площадью 1 м 2 , то
добавляется - 3%, но та же вода, добавленная к 125 г добавляет к бумаге — 8%, что увеличивает образовав шийся дисбаланс.
Бумага растягивается также при натяжении, более легкие виды бумаги , конечно же, растягиваются сильнее, чем более тяжелые. А к этому еще следует прибавить рост производства легких видов бумаги для гофрокарто на — предполагается, что за несколько лет в Европе рост производства флютинга составит 40%, а лайнера — 10%, и масса этих видов бумаги будет составлять до 100 г/м 2 .
Виды короблений
Различные виды короблений известны лучше, чем причины их возникновения. Но важно определить их,
прежде чем отнести каждый обнаруженный дефект к одному из них для более широкого анализа проблем короб ления и их причин. Идентификация вида коробления - это первый шаг к выявлению возможных причин.
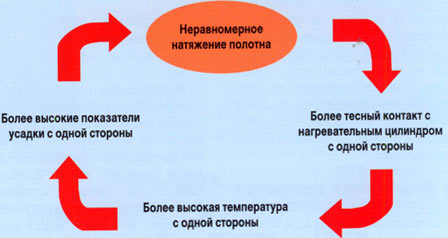
Все виды коробления вызываются определенным на пряжением, в основном в лайнере (а иногда и в бумаге для гофрирования ), обусловленным различиями между их размерами при снятии напряжения. Эти различия воз растают, потому что их натяжение или содержание вла ги изменяются, поскольку они входят в гофроагрегат для изготовления 3-слойного гофрокартона и соединяются в нем между собой, поддерживая картон в плоском состо янии.
Операторов гофроагрегата необходимо инструкти ровать о соответствующем качестве изделия в бумаж ном рулоне и механизмах того, что обычно может про изойти с разными видами бумаги , когда они проходят через обработку в мокрой части гофроагрегата. Они должны также учитывать характеристики различных видов бумаги для понимания того, как их лучше изго тавливать.
Обычное коробление (загиб вверх)
Это наиболее распространенный вид коробления. Если 2-слойное полотно входит в гофроагрегат для изго товления 3-слойного картона более влажным, чем ниж ний лайнер, со временем полученный плоский лист
«нормализуется», а избыточная влага, переходит из верхнего лайнера в нижний лайнер и полотно скручива ется кверху. Это происходит по той причине, что верх ний лайнер дает усадку, тогда как нижний лайнер рас
ширяется.
 |
Исследования степени усадки для различных видов бумаги показали , что в зависимости от массы бумаги показатели усадки составляли до 9 мм / м с постоянным диапазоном усадки от 3-4 мм / м . Более легкий крафтлайнер или тест - лайнер демонстрирует большую усадку , чем более плотные виды бумаги . Этим объясняются трудности , которые появляются при комбинировании легкого и тяжелого лайнеров . |
 | 
Во-первых, более мелкий гофр имеют более частый шаг, чем круп ные; поэтому линии склейки пропу скают с нанесением крахмала боль ше избыточной влаги. Во-вторых, прочность более мелких гофров по ширине в направлении офрирова ния слабее и представляет меньшее сопротивление изгибу. Когда бумажные полотна вво дятся совместно в гофроагрегат для изготовление 3-слойного кар тона , свободные верхушки гофров внутреннего крахмала и не которая часть влаги будет переме щаться на нижние стороны гофра. Когда они высыхают под воздейст вием нагревательных плит, то дают усадку на более влажном, так как он уже выходит из гофроагрегата для изготовления 3-слойного кар тонаслоя картона уже ув лажнены наплывом . Поскольку картон высушива ется в штабеле, образуется загиб вверх. Поэтому если коробление в картоне кверху становится замет- ным, когда он выходит из гофроа грегата для изготовления 3-слой ного картона , можно предполо жить, что в штабеле коробление будет еще выше. Нарезка картона меньшей ширины на резательно- биговальном станке способствует некоторому ослаблению напряже ния, но штабеля с загибом вверх явно неустойчивы на конвейерных линиях и склонны к выпаданию из оборудования. Их также трудно подавать на перерабатывающие машины. |
Наилучший прием — это добить ся незначительного загиба книзу на выходе из гофроагрегата для изго товления 3-слойного картона и очень незначительного загиба плос кого картона вверх в штабеле
осо бенно если используются роликовые конвейеры, склонные оставлять «следы слона» (они образуются отчасти потому, что ведущая кромка нижних листов слегка вы талкивается обратно, поскольку они вначале соприкасаются с каж дым роликом - следовательно, больше для загиба вниз - а также за счет эффекта волнистости от роликов на нижних листах - на самом деле они продвигаются дальше, чем те, что находятся сверху - следовательно, хуже для листов меньшей плотности и роликов с более выступающими верхушками).
|
|

|
|
S -образное коробление
Такое коробление всегда является показателем дисбаланса вы равнивания, температуры или влажности или их сочетания в по перечном направлении. Если же эти явления постоянны, вероятно, это неполадки в Б ДМ; если они сохраняются на протяжении одного рулона бумаги , обычно проблема состоит в намотке или градиенте влажности бумаги . Если такое ко робление имеет место только в бо лее плотных видах картона , это указывает на температурный гра диент по крайней мере одного на гревательного вала или цилиндра в гофроагрегате. Измерение темпе ратуры должно проводиться на каждом конце соответствующего резервуара в процессе работы, кроме того должны контролиро ваться и поправляться соответст венно дренажные трубы, сифоны и давление пара.
Если S -образное коробление по вторяется, инженеры должны обра титься к проверке параллельности держателей рулонов, всех ведущих валиков, рулонов упаковочной бу маги, цилиндров предварительного нагрева и кондиционирования, а затем,
 |
Чтобы достичь оптимальных результатов , нужно гармонизировать основные факторы – бумага , клей , персонал и оборудование . Производство и изготовление качественного гофрокартона - чрезвычайно сложная задача . Используя электронное соединение машин на линии гофрирования , в настоящее время можно контролировать температуру и плоскостность с центральной контрольной панели . На данном рисунке показан гофроагрегат (3,3 м ), соответствующие параметры которого настраиваются и контролируются систематически . Таким образом , можно достичь оптимальной плоскосности на всем скоростном диапазоне гофроагрегата.
|
в случае необходимости, гофрировальных валов и прессовых ва лов, а также клеенаносящего вали ка и шабера. По ходу проверки кон тролируют зазор опоры или же подъемный механизм. Здесь в опре делении уязвимых позиций большую помощь могут оказать валы с само регулирующимся балансом натяже ния.
Если коробление приобретает больше М или W - образную форму, возможно, это проблема влажной кромки бумаги , иногда обостряюща яся за счет слабой пресс-формы гофровалов, непараллельности гоф- ровалов, смещения их центральной точки или чрезмерно затянутого скребка шабера на вылегчивающих устройствах.
Коробление с перекосом картонного полотна
Коробление с перекосом обычно является результатом слишком большого или неравномерного натя жения в двухслойном полотне, а иногда — неравномерной влажности этого полотна. Проверяют межпо верхностное натяжение и регулируют его так, чтобы обеспечить хоро шее движение воздуха на участке верхней перемычки фестона и рабо тать с минимальным удержанием массы в перемычке.
Коробление кромки
Причина такого вида коробле ния — влажные или холодные края рулона как результат условий транспортировки или хранения. Но быстроходные БДМ и все больший размер гофровалов создают допол нительные причины для коробле ния кромки. При поддержании ско рости более 650 футов в минуту (200 м/мин.) теплота, исходящая от гофровалов, распространяется довольно быстро и может стать причиной падения температуры, а, следовательно, потери выпуклости вала и к негативной выпуклости на параллельном валу на цент ральном участке. Такое же влия ние может сказаться и на клеена- носящем валике. В результате уменьшается нанесение клея на этом центральном участке, а бли же к краям оно уменьшается еще больше
Продольное коробление (коробление по направлению потока массы)
Продольное коробление в машинном направлении — кверху, ес ли 2-слойное полотно имеет боль шее натяжение, чем нижний лайнер, или, скорее, книзу — в обратном случае. Натяжение следует сбалан сировать заново, чтобы устранить коробление по ходу производства. Торможение 2-слойного полотна — наименее всего поддается контролю на производственной линии, но есть возможность наиболее эффективно контролировать продольное коробление.
Возможно, коробление — один из основных показателей качества работы гофроагрегата. Все другие показатели связаны с сопутствую щими проблемами, недостатками печатной поверхности, снижением толщины листа и мягкостью карто на .
Коробления сказывается также и на конечном качестве гофротары . Коробление кверху, самый распространенный вид коробления, становится причиной того, что стенки картонного контейнера вздуваются, и поэтому снижаются показатели испытания на сопротивление тары сжатию, а, следова тельно, и прочность изделия в штабелях. Любая форма коробле ния может вызвать производствен ные проблемы на перерабатываю щем оборудовании, с ухудшением подачи, последующим повреждени ем картона , зажимами и т.п.
Источник публикации журнал "Гофро индустрия", август 2007 года
<<< Hазад к списку статей
 Акции/Скидки
Акции/Скидки